温度補正機能
高温ワークのリークテスト
パワートレイン系(エンジン・ミッションなど)のリークテストは、製造工程でワークが高温になるため、多くの問題点が生じます。温度補正機能は、高温ワークのリークテストを行う際に生じる問題点を解消するために開発された補正方式です。このページでは、温度補正機能の原理について説明します。
温度補正の問題点と従来の測定方法
製造工程の問題点
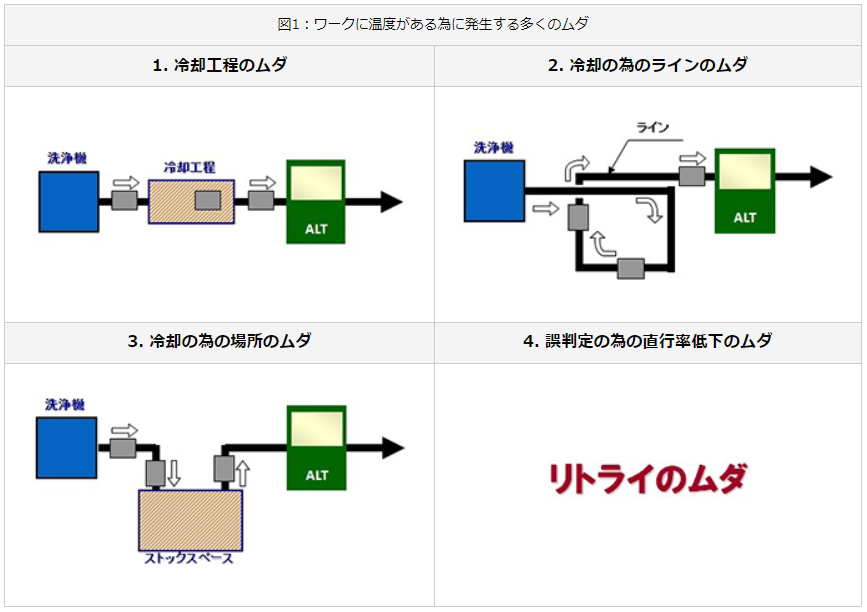
一般的に、ワークに一定以上の温度がある場合、リーク計測が著しく阻害されることが知られています。図1に示すような方法によって、温度による影響を回避する方法が取られています。しかし、この方法には、冷却工程、冷却ラインの設備コスト、設置スペース、誤判定のための直行率低下など多くの「無駄」が生じてしまいます。
一般的な補正方法の問題点
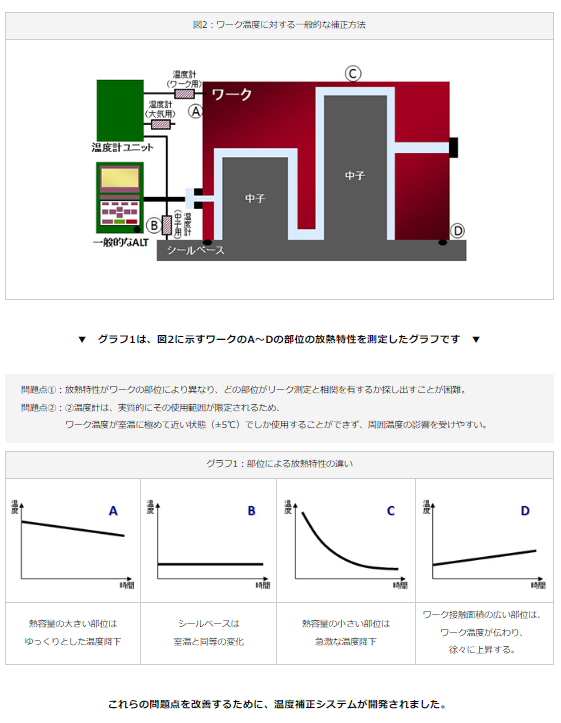
ワークに温度がある場合、図2に示すようにワーク温度や治具温度および室温を直接温度計で測り、リーク測定値との相関性を見出し、相関係数を元に補正を行う方法が一般的でした。しかし、この方法には次に示すような問題点があります。
フクダの温度補正方法
温度補正リークテスタの原理
温度補正リークテスタでは、温度影響をワーク内エアー温度の変化としてとらえるため、ワーク温度変化だけではなく周囲温度変化も併せた総合的な温度変化として測定することが可能となり、計測方法も温度計ではなく差圧計を用いて、「差圧値」としてデータ収集する方法を採用しています。
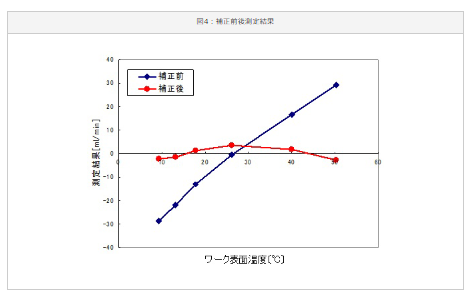
図3のように、ワーク内部に温度変化のみを採集する密閉構造(感温体)を作り、この部分のリーク測定をTMDユニットで行い、エアー温度変化を差圧変化として取り出します。FL-612にて、ワークのリーク測定を通常通り行います。これらのリークテスト値から、グラフ2、3のデータが得られます。この関係をグラフ4の散布図に表すと一定の相関関係が現れ、相関係数として表現することができます。測定値から温度変化分を相関に応じて差し引きすることにより、温度補正をかける事が可能となります。
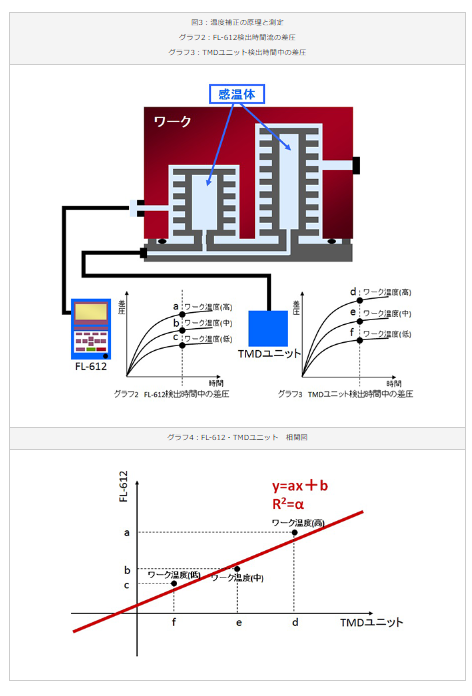
▼ 上記から得られる相関係数を元に演算を行う事により、実質的な温度補正を行う事が可能となります(図4) ▼
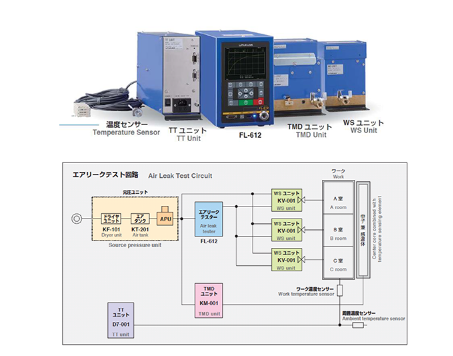
▼ 温度補正計測回路システムの回路図は以下のようになります ▼