エアリークテストの原理と測定方式
エアリークテストの原理
気圧(気体の圧力)とは
エアリークテストでいう圧力は、気圧(または大気圧)を意味します。気圧とは空気の重さによる圧力のことをさし、地球上に住む私たちの周りでも常に気圧がかかっている状態にいます。海面上で101325Pa(1013hPa)の気圧となっており、私たちは1013hPaの力で押されていることになります。この気圧は、標高によって大きさが変わります。高層ビルのエレベーターに乗って上層階まであがると鼓膜がおかしくなるのも、気圧の影響だと言えます。
圧力の違いによる空気の流れ
気圧が高いとは単位体積あたりの空気の量が多いことを意味し、気圧が低いとは単位体積あたりの空気の量が少ないことを意味します。気圧の高い方から低い方へ空気は流れ、気圧は平衡を保とうとします。この圧力の違いによる空気の移動を利用して、エアリークテストを行います。
漏れによる圧力変化
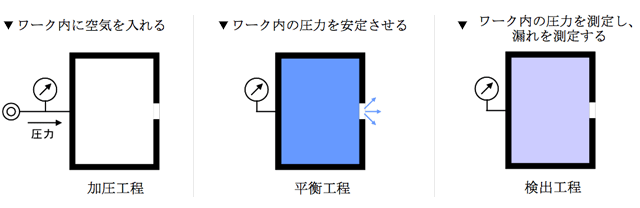
空気をワーク(被検物)に入れ、ワーク内の圧力を上昇させると、ワーク内の圧力の上昇し、周囲の圧力との間に圧力差が生じます。ワークに穴等による漏れ箇所がある場合、ワーク内の空気はその穴を通じで周囲に流れ出し、ワーク内の圧力が下降します。このワーク内にかかる圧力の変化を監視することにより、漏れを検出するのがエアリークテストです。
直圧(降下)式リークテストの原理
この方式は、ワークにテスト圧を封入した状態で一定時間待ち、一定時間後にこの圧力の変化量を測定し、漏れを検出する方法です。
ワーク内の圧力変化と漏れの関係
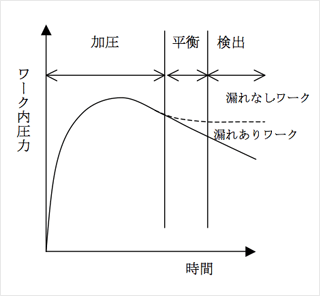
エアリークテスト中のワーク内の圧力変化を右図に示します。ワーク内の圧力は、加圧工程で圧力が急上昇します。これは、加圧によりワーク内の温度が上昇し、これが圧力に影響を及ぼしているからです。この温度による影響等の圧力変化が安定させ(平衡工程)、漏れの測定を行います(検出工程)。漏れのないワークの場合、ワーク内の圧力変化はなく、一定値を保持します。しかし、漏れのあるワークの場合は、ワーク内の圧力が低下する為、一定の割合で下降します。 この圧力変化をワークの漏れとして検出します。
該当製品
差圧式リークテストの原理
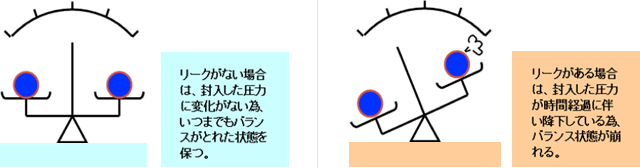
計測方法で、より微小な測定を正確に行う方法として、薬を天秤ばかりで計ることが知られています。天秤ばかりは、分銅の重さ(基準値)に近い値を拡大して精密に測る計測器です。差圧式エアリークテスターも同じ原理で測定されており、マスター(漏れのない物)とワーク(被検物)に同じ空気圧を封入し、一定時間後の変化量の差を見ることでリークの有無を調べています。
差圧式リークテストの基本動作
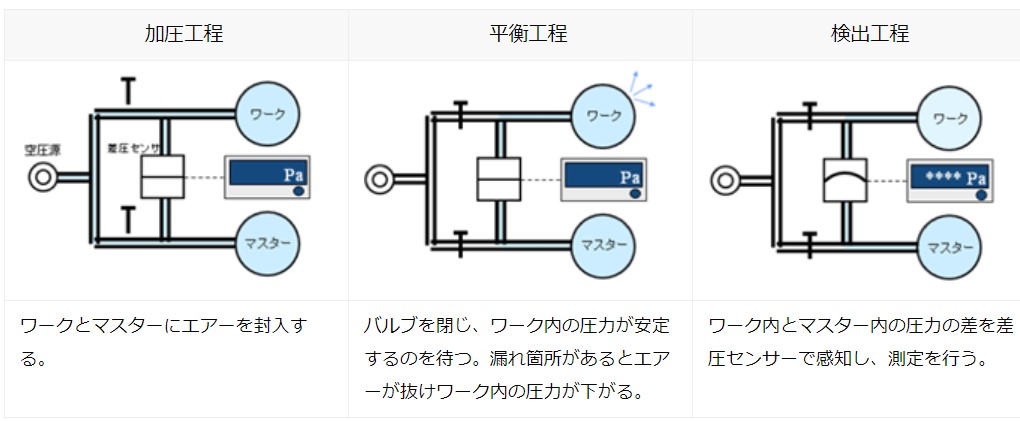
差圧式リークテストは、加圧、平衡、検出、排気の4工程でリークテストを行っています。
ワーク内の圧力変化と漏れの関係
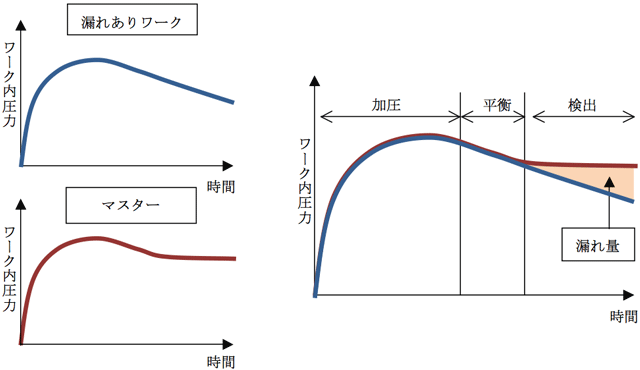
エアリークテスト中のワークとマスター内の圧力変化を下図に示します。ワーク内の圧力は、加圧工程で圧力が急上昇します。これは、加圧によりワーク内の温度が上昇し、これが圧力に影響を及ぼしているからです。この温度による影響等の圧力変化が安定させ(平衡工程)、漏れの測定を行います(検出工程)。マスターは漏れがない為、ワーク内の圧力変化はなく、一定値を保持します。しかし、漏れのあるワークの場合は、ワーク内の圧力が低下する為、一定の割合で下降します。このマスターとワークの圧力変化の差を算出することで、漏れを検出します。
フクダのエアリークテスターは、差圧方式のエアリークテスターを数多く取りそろえており、お客様の仕様、用途等のご要望に合わせ、更に機能を追加した製品をラインアップしております。
該当製品
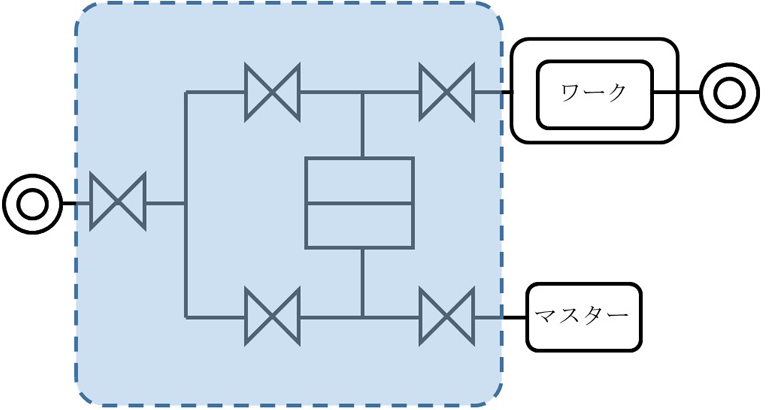
エアリークテストの測定方式(圧力変化法加圧法 差圧測定方式例)
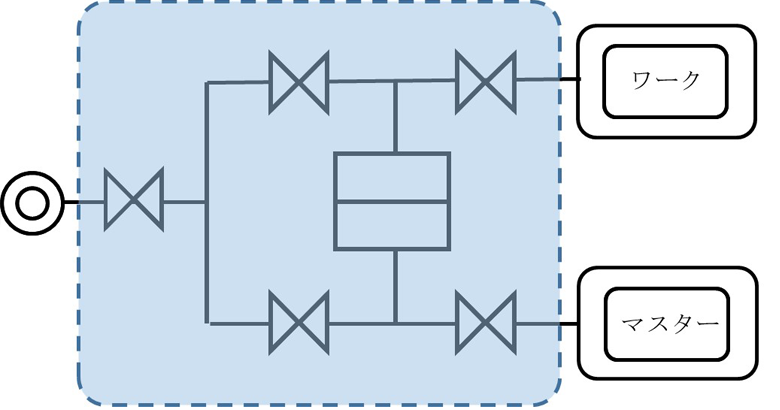
圧力変化法 内圧方式
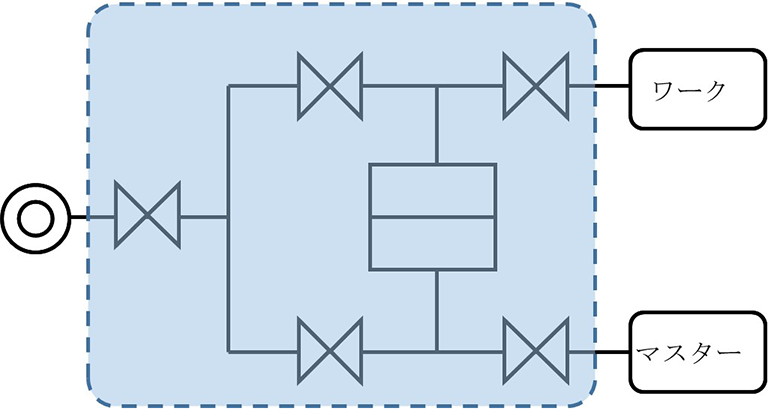
ワークとマスターの内部を加圧し、一定時間保持した前後の圧力変化の差により漏れを検出する方式です。エアーの供給口があり、変形の少ないワークに最適なエアリークテスト方式です。
圧力変化法 外圧方式
ワークとマスターをチャンバーに入れ、チャンバーとワークの間の容積にエアーを加圧し、ワーク内部に入り込むことによる圧力変化を確認することで、漏れを検出する方式です。エアーの供給口がなく、変形の少ないワークに最適なエアリークテスト方式です。
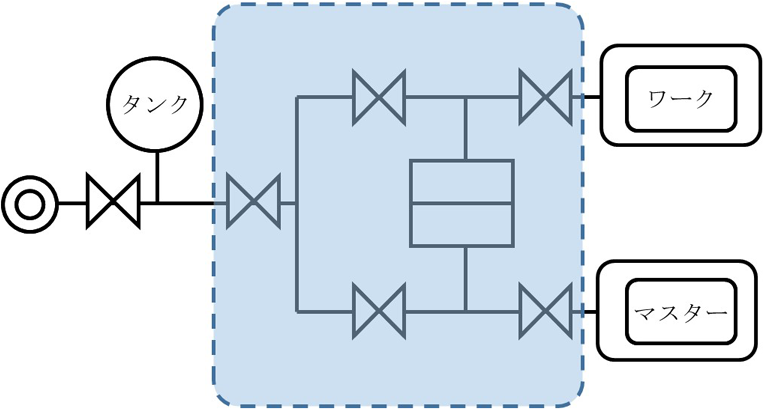
タンク加圧方式
予めタンクに貯めた圧縮空気によりワークとマスターに加圧し、加圧後の試験圧を確認することで漏れを検知する方式です。加圧口がなく、比較的大きな内容積をもつワークの測定に最適です。
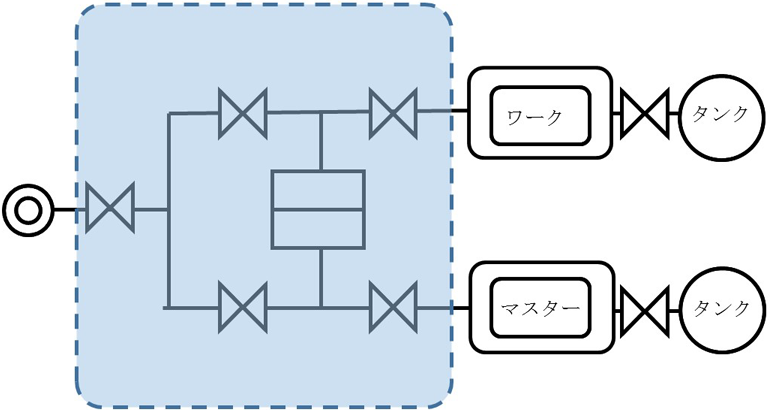
タンク分圧方式
ワークをチャンバーに入れ、チャンバー内を加圧し、ワークに漏れこむことでチャンバー内圧が下がることから、漏れを検出する方式です。大漏れの判定は、チャンバー内の圧力を別に用意したタンクに分圧することで行います。加圧口のないワークの測定に最適です。
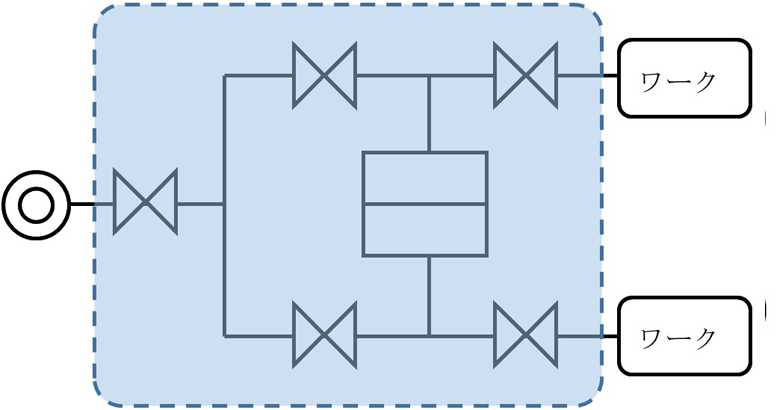
ワーク-ワーク比較試験
マスターを使用せず、2つのワークの圧力変化の差によって漏れを測定する方式です。この方式は、同じ特性の物で測定する為、ノイズを相殺する為、漏れ以外の外部からの影響を排除できます。変形の大きいワークや、熱影響を受けやすい条件(ワーク、外気温等)での測定に最適です。
漏れ側測定
ワークをチャンバーに入れ、チャンバー内を微圧で加圧する。ワーク内部にはテスト圧を加圧し、ワークからチャンバーに漏れ出る事による圧力変化をマスターと比較することでリークテストを行う方式です。ワーク内部に多孔質のフィルタエレメントがあるワークの測定に最適です。